Liên hệ báo giá: +84947302837 (Mrs. Nhi)
Dung sai kích thước cao su đúc: cách thiết kế cơ khí chuẩn ISO
Dung sai là một chủ đề muôn thuở trong thiết kế sản phẩm cơ khí. Trong bài viết này, mình sẽ giới thiệu ISO 3302-1 và cách thiết kế dung sai kích thước cao su đúc theo tiêu chuẩn thế giới. Tính đến thời điểm đăng bài viết, phiên bản mới nhất của tiêu chuẩn là ISO 3302-1:2014 Rubber — Tolerances for products — Part 1: Dimensional tolerances. Tiêu chuẩn hiện chưa được chuẩn hóa thành tài liệu kỹ thuật Việt Nam (ví dụ: TCVN 7284 TÀI LIỆU KỸ THUẬT CHO SẢN PHẨM – CHỮ VIẾT – PHẦN 0: YÊU CẦU CHUNG). Dưới đây là 2 bảng kích thước quan trọng nhất trong bài viết này.
| Kích thước danh định | Loại M1 | Loại M2 | Loại M3 | Loại M4 | ||||
|---|---|---|---|---|---|---|---|---|
| Trên | Đến và bằng | F± | C± | F± | C± | F± | C± | F± và C± |
| 0 | 4 | 0.08 | 0.1 | 0.1 | 0.15 | 0.25 | 0.4 | 0.5 |
| 4 | 6.3 | 0.1 | 0.12 | 0.15 | 0.2 | 0.25 | 0.4 | 0.5 |
| 6.3 | 10 | 0.1 | 0.15 | 0.2 | 0.2 | 0.3 | 0.5 | 0.7 |
| 10 | 16 | 0.15 | 0.2 | 0.2 | 0.25 | 0.4 | 0.6 | 0.8 |
| 16 | 25 | 0.2 | 0.2 | 0.25 | 0.35 | 0.5 | 0.8 | 1 |
| 25 | 40 | 0.2 | 0.25 | 0.35 | 0.4 | 0.6 | 1 | 1.3 |
| 40 | 63 | 0.25 | 0.35 | 0.4 | 0.5 | 0.8 | 1.3 | 1.6 |
| 63 | 100 | 0.35 | 0.4 | 0.5 | 0.7 | 1 | 1.6 | 2 |
| 100 | 160 | 0.4 | 0.5 | 0.7 | 0.8 | 1.3 | 2 | 2.5 |
| – F: Kích thước cố định – C: Kích thước đóng khuôn | ||||||||
| Loại | Độ dày lớn nhất của bavia | Mô tả |
|---|---|---|
| X0 | 0 | Không bavia |
| X1 | 0.1 | Bavia siêu chính xác |
| X2 | 0.5 | Bavia chính xác |
| X3 | 1 | Bavia thường |
| X4 | 2 | Bavia thô |
| X5 | Không giới hạn | Không quan trọng |
| Loại X0 chỉ áp dụng cho bề mặt không ở kế đường phân khuôn | ||
Nếu bạn hiểu về tiêu chuẩn và chỉ cần tra kích thước thì bài viết tới đây là kết thúc. Nếu bạn chưa hiểu rõ về tiêu chuẩn dung sai ISO 3302-1, hãy đọc tiếp nhé.
Tiêu chuẩn ISO 3302-1:2014 cho dung sai kích thước cao su đúc
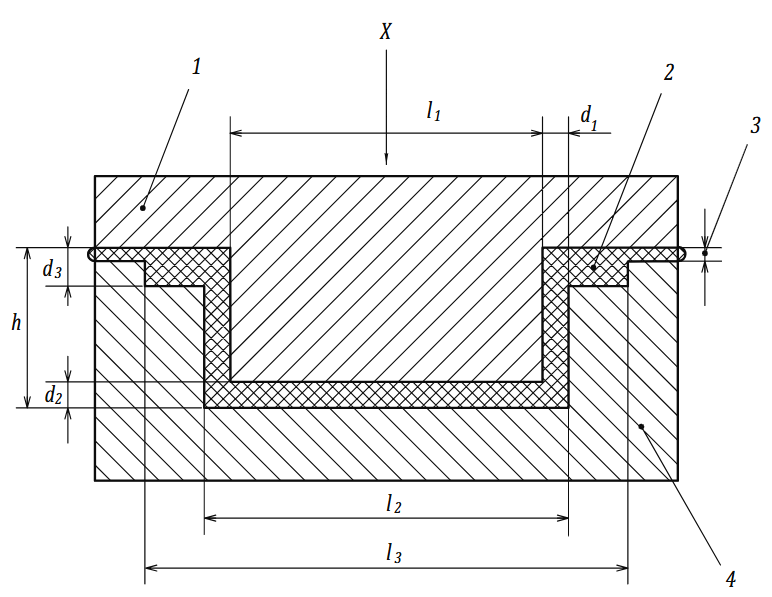
Chú thích:
- X: hướng khép khuôn
- 1: Nửa trên khuôn
- 2: Chi tiết cao su đúc
- 3: bavia
- 4: Nửa dưới khuôn
Trong đúc cao su, có 2 loại kích thước bàn cần phân biệt. Đó là kích thước cố định F và kích thước đóng C..
- Kích thước F hay kích thước cố định là những kích thước không bị ảnh hưởng bởi bề dày của bavia trên mặt phân khuôn và chuyển động ngang của các chi tiết khuôn. Ví dụ các chi tiết khuôn: nửa trên khuôn, nửa dưới khuôn, các chi tiết core. Trong hình trên, các kích thước đại diện cho kích thước F là l₁, l₂, l₃.
- Kích thước C hay kích thước đóng là những kích thước bị ảnh hưởng bởi bề dày của bavia trên mặt phân khuôn và chuyển động ngang của các chi tiết khuôn. Trong hình trên, các kích thước đại diện cho kích thước F là d₁, d₂, d₃ và h.
Đối với các sản phẩm được đúc bằng phương pháp ép chuyển (transfer molding) hoặc ép phun (injection molding), tất cả các kích thước có thể xếp vào loại kích thước F.
Quy định dung sai cho các kích thước F và C chỉ hợp lệ nếu như chúng không phụ thuộc nhau.
Dung sai kích thước và phân loại
Dung sai quy định trong ép đúc cao su theo tiêu chuẩn ISO 3302 là dung sai cộng trừ đối xứng (xem bảng đầu tiên của bài viết). Tuy nhiên, bạn cũng có thể quy định dung sai cộng trừ không đối xứng, miễn là hiệu số của nó vẫn giữ nguyên. Ví dụ: dung sai chung ±0.35 có thể được quy định là +0.2/-0.5 hoặc +0.7/0 hoặc 0/-0.7.
Đối với một số vật liệu cao su đặc thù có độ cứng thấp và độ bền kéo cao như cao su thiên nhiên, bạn cần chú ý kỹ đến dung sai để quy định cho phù hợp.
Đối với sản phẩm đúc gia công bằng phương pháp ép nén, ép chuyển hay ép phun, bạn đều có thể chia kích thước cố định và đóng khuôn thành 4 loại:
Loại M1
Loại M1 dùng cho khuôn chính xác. Những loại khuôn này cần có độ chính xác cao, số ổ khuôn ít, kiểm soát đóng mở khuôn chặt chẽ,… Vì vậy giá thành gia công độ chính xác loại M1 sẽ rất cao. Bạn cần máy đo quang học, máy so sánh quang học hoặc các thiết bị đo tương tự (không tác động lực lên chi tiết đo) để kiểm tra kích thước. Khi đo cao su với dung sai nhỏ, bạn chỉ cần cầm bằng hai ngón tay là đã đủ để xảy ra biến dạng và làm sai lệch kết quả đo.
Do cần nhiều thiết bị gia công, kiểm soát chất lượng mắc tiền, bạn chỉ nên dùng loại M1 khi thật sự cần thiết. Khách có yêu cầu dung sai M1 thì bạn có 3 cách trả lời:
- “Mắc gì bên anh chị dùng M1 vậy, M3 không được hả”,
- “M1 thì mời anh chị kiếm nhà khác làm”,
- “Bên em báo giá 300 triệu cho mẫu đầu tiên nha”.
Những nhà cung cấp sản phẩm cao su đúc làm được tiêu chuẩn này thì mặc định được xếp hạng là nhà cung ứng cấp 1.
Loại M2
Loại M2 dùng cho khuôn chất lượng cao. Những loại khuôn này cần độ chính xác ít hơn nhưng vẫn cần kiểm soát chất lượng cao như loại M1. Với kỹ sư thiết kế sản phẩm, bạn chỉ nên dùng loại này khi bạn làm mặt hàng tiêu dùng phân khúc cao cấp của các ông lớn có tên tuổi trên thị trường như Milwaukee, Apple, Samsung, Google.
Nhà cung cấp sản phẩm cao su đúc vẫn cần có những thiết bị ép và đo lường tốt. Những nhà cung cấp này được xếp hạng là nhà cung ứng cấp 1 nếu vẫn đảm bảo chất lượng đồng đều, liên tục. Bạn cũng có thể kiếm được nhà cung cấp Việt Nam, có chủ sở hữu là người Việt làm được tiêu chuẩn này. Họ thường ở các khu công nghiệp và khu chế xuất, với lượng nhân lực hơn 50 người.
Loại M3
Loại M3 dùng cho khuôn chất lượng tốt. Những loại khuôn này cần độ chính xác bình thường nhưng vẫn đủ để xuất khẩu. Dung sai này có thể đạt được đối với hầu hết các nhà cung cấp cao su đúc tại Việt Nam. Hiện tại Nam Phụng RP có thể đạt được tiêu chuẩn này nên nhớ liên hệ với bên mình nhe, hihi.
Loại M4
Loại M4 dùng cho khuôn chất lượng bình thường. Những loại khuôn này vẫn cần kiểm soát chất lượng. Tuy nhiên, tất cả các kích thước kiểm tra là kích thước không quan trọng. Kích thước quan trọng được định nghĩa là kích thước lắp ghép và kích thước chức năng.
Lưu ý trong quy định dung sai sản phẩm cao su đúc
Theo ISO 3302-1, đo lường kích thước dài của các sản phẩm cao su đúc có 3 lưu ý chính.
Độ co ngót
Tất cả sản phẩm cao su đúc / ép đều co lại sau khi lấy ra khỏi khuôn. Vì vậy, hệ số co ngót đã được tính đến khi gia công ổ khuôn. Hệ số co ngót phụ thuộc vào loại cao su, công thức cán trộn và thiết bị cán trộn. Tuy nhiên, hệ số này cũng thay đổi giữa các lô cao su cán trộn
Một ví dụ về yếu tố làm ảnh hưởng đến hệ số co ngót cao su là nhiệt độ thiết bị cán trộn. Bạn trộn lô thứ nhất, nhiệt độ buồng máy luyện kín thấp. Nhưng qua lô thứ hai, thứ ba, nhiệt độ buồng máy ngày càng cao, ảnh hưởng đến cấu trúc bên trong của cao su đang cán trộn và hệ số co ngót của chúng.
Các sản phẩm được làm từ một số loại cao su silicone, chất hữu cơ đàn hồi chứa fluorocarbon và một số chất hữu cơ đàn hồi đặc dụng khác có hệ số co ngót lơn hơn. Đối với những loại cao su này, rất khó để có thể đạt được dung sai M1 và M2.
Các sản phẩm có dán cao su với vật liệu khác sẽ làm ảnh hưởng đến độ co ngót. Điều này cũng làm ảnh hưởng đến quy định dung sai chung.
Khuôn mẫu
Khuôn được thiết kế và gia công tùy theo loại sản phẩm và độ chính xác cần đạt theo bản vẽ sản phẩm. Nhìn chung thì sản phẩm không bao giờ chính xác hơn khuôn. Vì vậy, sản phẩm chính xác năm phần, thì khuôn phải chính xác mười phần. Giá thành khuôn và chi phí bảo trì khuôn từ đó cũng sẽ tăng lên đáng kể.
Biên dạng sản phẩm
Đối với các chi tiết có biên dạng (profile) không đều, chỗ thì có diện tích mặt cắt rất nhỏ, chỗ thì có diện tích mặt cắt rất to, bạn cần lưu ý hơn về dung sai chung. Dung sai chung của những sản phẩm này có thể lớn hơn, cần được xem xét kỹ chứ không tùy tiện áp dụng ISO 3302-1:2014.
Nếu sản phẩm cao su đúc không thể tránh khỏi biến dạng khi lấy ra khỏi khuôn, kích thước của sản phẩm có thể bị ảnh hưởng. Với trường hợp này, bạn cần quy định dung sai cho hợp lý hơn.
Tổng kết
ISO 3302-1 tổng hợp đầy đủ các phương pháp gia công cao su và tiêu chuẩn dung sai để bạn quy định trong bản vẽ. Trong bài này, mình đã giới thiệu tương đối về dung sai của phương pháp đúc cao su cũng như các ví dụ cụ thể. Nếu bạn có nhu cầu tìm hiểu thêm về cách thiết kế sản phẩm cao su, hãy để lại bình luận dưới bài viết này nhé. Nếu bạn có nhu cầu sản xuất, liên hệ qua số điện thoại 0947 302 837 hoặc Zalo để được nhận báo giá trong thời gian sớm nhất.